- [email protected]
- Call Us On: (0)1536 275000










Plastic Extrusions
At Cellular Mouldings we commonly uses plastic chips or pellets for our plastic extrusion. It is very common to add in colour to molten plastics during the extrusion application series.

The Process
The raw plastic materials, these are the pellets or chips, are treated and formed by melting.
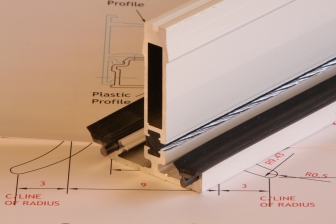
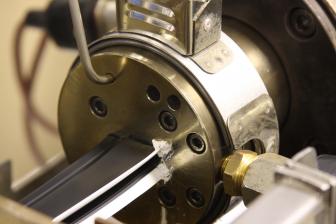
The polymer resin is heated up until it becomes molten and liquid. In order for this to happen, a combination of heating and shear heating elements are needed from the extrusion screw which pushes the resin through a die. Each die can be a different shape, so when the resin is forced through, it is formed to the specific desired profile. Heating the polymer to the point it becomes molten as it goes through the die enables it to be extruded more easily. As it is pulled through the die it will eventually cool down and solidify. A haul-off machine is used to provide tension while pulling extruded strands so they are ready to be cut to length or coil. By having a consistent pull, we avoid having any distortions or inconsistencies in dimensions maintaining high quality components.
Some of the most commonly extruded materials are:
- PVC
- Polypropylene (PP)
- Polyethylene (HDPE, MDPE, LDPE, PE)
Thermoplastic Elastomer (TPE)
- Thermoplastic Polyurethane (TPU)
- Acrylonitrile butadiene styrene (ABS)
- Compound grades of the above
Our services
Here at Cellular Mouldings we specialise and provide good quality Plastic Extrusions bespoke to your specific requirements. If you would like to discuss further about a project, please get in touch with us through our contact page.






















We manufacture products for a range of industry sectors
Our extensive knowledge of polyurethanes and plastics can be applied to many industry sectors. Why not contact us today to see how we can help
EXTRUSIONS
(REACTION INJECTION MOULDING)
POLYURETHANE FOAM
CONTACT US
- Cellular Mouldings Ltd
- 18 Cronin Courtyard
- Weldon South Industrial Estate
- Corby, Northants
- NN18 8AG
- Tel: +44(0) 1536 275000
- Tel: +44(0) 1536 203653
- [email protected]

GET IN TOUCH
Contact us
